
Продавец оборудования для бизнеса
Станкоремонт
(организация)
(организация)
Телефон
г. Москва
Диагностика и ремонт: 1М693Ф3
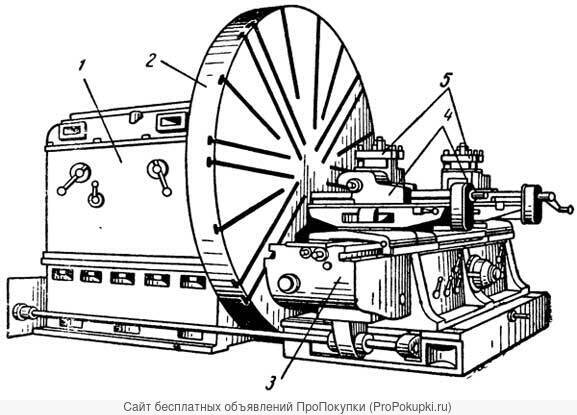
Предназначен для наружной и внутренней токарной обработки сложных криволинейных поверхностей изделий типа дисков, фланцев, валов при их консольном закреплении или в центрах и задней бабок, а также для нарезания резьб.
Особенности конструкции
Станок оснащен контурной системой числового программного управления CNC – H645, что обеспечивает автоматическое перемещение режущего инструмента по любой траектории, автоматическое изменение частоты вращения изделия с целью поддержания постоянной скорости резания.
Шпиндельная бабка установлена на плите и представляет собой литой, чугунный, коробчатой формы корпус, в котором смонтированы 4-х ступенчатая коробка скоростей, сообщая шпинделю с планшайбой вращение с необходимой скоростью резания.
Для расширения технологических возможностей станка (увеличения зажимаемых деталей изделия) на планшайбе расположены специальные кронштейны, на которые сходят кулаки. Задняя бабка предназначена для поджима правого торца обрабатываемой заготовки и состоит из верхней части с вращающимся центром и основания. Перемещение задней бабки по станине осуществляется от планетарного моторредуктора. Конечным звеном кинематической цепи перемещения задней бабки является винт-гайка скольжения, служащая для фиксации задней бабки от сдвига по оси станка.
Суппортная группа состоит из плиты, суппортной станины, крепящейся к плите, которая может занимать на плите два фиксированных положения в зависимости от обрабатываемого диаметра изделия.
Суппорт обеспечивает подачу режущего инструмента по оси X (поперек оси станка) и оси Z (вдоль оси станка) и состоит из каретки и салазок.
На салазке суппорта установлена резцовая поворотная восьмипозиционная головка для закрепления резцовых блоков.
Транспортер стружки установлен между плитой станины суппортов и станиной задней бабки.
Предназначен для наружной и внутренней токарной обработки сложных криволинейных поверхностей изделий типа дисков, фланцев, валов при их консольном закреплении или в центрах и задней бабок, а также для нарезания резьб.
Особенности конструкции
Станок оснащен контурной системой числового программного управления CNC – H645, что обеспечивает автоматическое перемещение режущего инструмента по любой траектории, автоматическое изменение частоты вращения изделия с целью поддержания постоянной скорости резания.
Шпиндельная бабка установлена на плите и представляет собой литой, чугунный, коробчатой формы корпус, в котором смонтированы 4-х ступенчатая коробка скоростей, сообщая шпинделю с планшайбой вращение с необходимой скоростью резания.
Для расширения технологических возможностей станка (увеличения зажимаемых деталей изделия) на планшайбе расположены специальные кронштейны, на которые сходят кулаки. Задняя бабка предназначена для поджима правого торца обрабатываемой заготовки и состоит из верхней части с вращающимся центром и основания. Перемещение задней бабки по станине осуществляется от планетарного моторредуктора. Конечным звеном кинематической цепи перемещения задней бабки является винт-гайка скольжения, служащая для фиксации задней бабки от сдвига по оси станка.
Суппортная группа состоит из плиты, суппортной станины, крепящейся к плите, которая может занимать на плите два фиксированных положения в зависимости от обрабатываемого диаметра изделия.
Суппорт обеспечивает подачу режущего инструмента по оси X (поперек оси станка) и оси Z (вдоль оси станка) и состоит из каретки и салазок.
На салазке суппорта установлена резцовая поворотная восьмипозиционная головка для закрепления резцовых блоков.
Транспортер стружки установлен между плитой станины суппортов и станиной задней бабки.
| Классификация |
| вид: производственное оборудование |
| условия: продажа |